
PRESTAZIONI ELEVATE GRAZIE A SUPER ABRASIVI "CORAZZATI" RIVESTITI DA MATERIALI METALLICI
MOLE RESINOIDI
Le mole a legante resinoide vengono utilizzate per la lavorazione di materiali ultra-duri resistenti all'usura e all'abrasione. Queste mole vengono realizzate a temperature di 200-300°C e poichè la loro struttura è in resina e non in metallo, riflettono meno la luce rispetto a quelle metalliche.

TIPI DI SUPER ABRASIVO DA UTILIZZARE
La tabella seguente indica il super abrasivo da impiegare a seconda del materiale della mola.
| CON DIAMANTE | CON NITRURO DI BORO CUBICO (CBN) |
|---|---|
|
Metalli duri - Cermet - Vetroresine - Grafiti - Materiali refrattari - Vetro - Ferrite - Materiali ossiceramici - Porcellana - Materiali d'attrito - Compositi di carboniovetro - Kevlar |
Acciai rapidi |
CONCENTRAZIONE
La scelta della concentrazione dipende da una serie di fattori come velocità di taglio, impiego o meno di refrigeranti, tenuta del profilo, tipo di materiale lavorato e grana utilizzata.
Non sempre alta concentrazione assicura rendimento elevato della mola.
| DENOMINAZIONE | SIMBOLO | ct./cm³ |
|---|---|---|
| BASSA - BASSE - LOW MEDIA - DEMIE - MEDIUM FORTE - FORTE - STRONG EXTRA - EXTRA - EXTRA |
C50 C75 C100 C150 |
2,2 3,3 4,4 6,6 |
MONTAGGIO DELLA MOLA
L’operazione di montaggio della mola sul mandrino è di massima importanza agli effetti della qualità di finitura e del rendimento. È necessario controllare con l’ausilio di un comparatore che gli errori di planarità e concentricità sull’asse di rotazione non siano eccedenti 0,02 mm.
RAVVIVATURA
Nel caso si verifichi perdita di taglienza della mola occorre ravvivarla mediante barretta di comune abrasivo, esercitando una leggera pressione al fine di non danneggiare i cristalli di diamante o CBN.
GRANULOMETRIA
Le granulometrie impiegate nella costruzione delle mole diamantate e in CBN vengono classificate secondo le norme FEPA, che vengono qui riportate in comparazione alle altre più comunemente usate.
GRANA E RUGOSITÀ
La tabella illustra schematicamente i valori di rugosità ottenibili con l’impiego di varie grandezze di grana. Tali indicazioni devono considerarsi approssimative, essendo intuibile che la rugosità effettiva è influenzata, oltre che dalla grana, dalle condizioni di lavoro, dalla rigidità della macchina, dalle caratteristiche del fluido refrigerante e dall’entità delle superfici di contatto.
| GRANA FEPA | Ra (μm) | CLA (μ”) |
|---|---|---|
| 181 | 1,8 - 3,2 | 63 - 126 |
| 107 | 0,8 - 1,6 | 32 - 63 |
| 76 | 0,4 - 0,8 | 16 - 32 |
| 54 | 0,2 - 0,4 | 8 - 16 |
| 15 | 0,1 - 0,2 | 4 - 8 |
| 7 | 0,005 - 0,1 | 2 - 4 |
PROFONDITÀ DI PASSATA
Questo parametro è legato alla granulometria del diamante ed influenza lo stato di finitura superficiale del pezzo lavorato. Generalmente in operazioni di sgrossatura, per le quali si adoperano granulometrie medio-grossolane, si possono fare passate da 0,03 a 0,06 mm ed anche più alte.
Nella finitura, con grane fini, non si dovrebbe superare 0,006 mm per passata: dalla profondità di passata dipende anche il più o meno rapido consumo della mola.
VELOCITÀ PERIFERICA
La velocità periferica rappresenta la velocità relativa di strisciamento fra la fascia diamantata e la superficie del pezzo da lavorare. Generalmente questa velocità è data dalla sola velocità periferica della mola diamantata in quanto il pezzo o sta fermo o ha un movimento trascurabile rispetto alla mola.
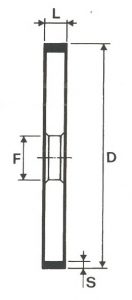
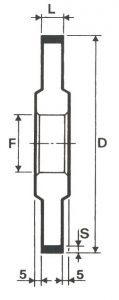
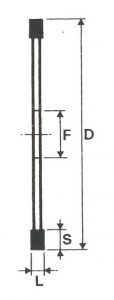
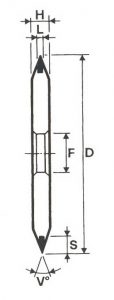
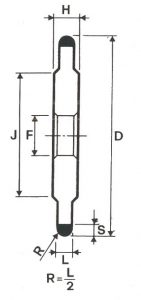
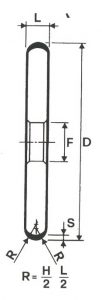
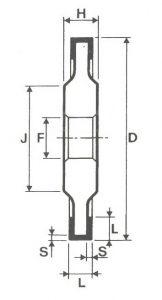
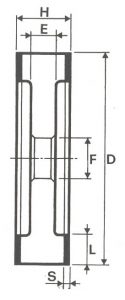
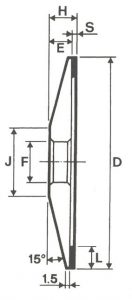
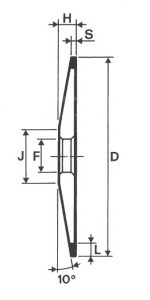
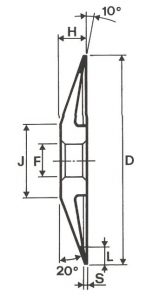
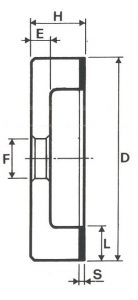
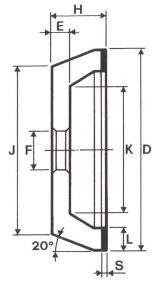
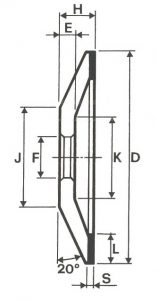
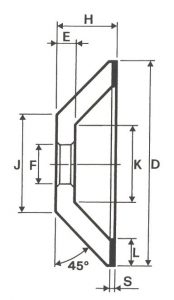
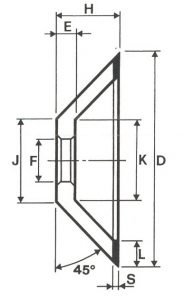
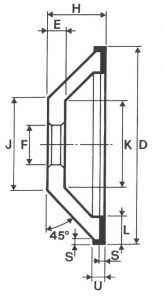
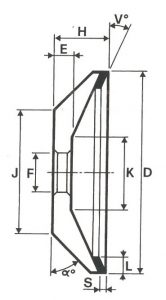
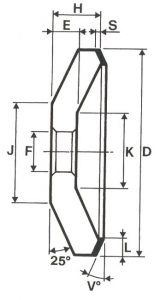
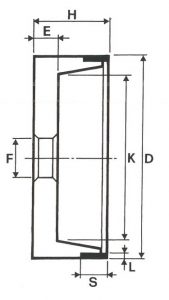
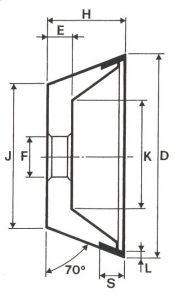
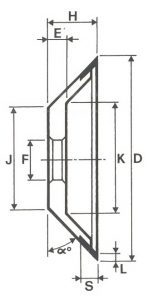
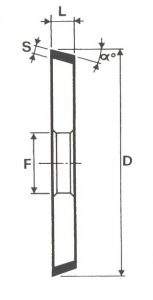
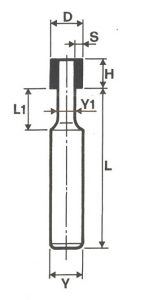
FORME
LITD produce qualsiasi tipo di mola a disegno o su specifiche del cliente, con diametri da 20 mm fino a 500 mm di vari spessori e forme di fascia. Da sempre riserva ai clienti la possibilità di creare attrezzature speciali su richiesta, con quantitativi minimi di produzione.


REFRIGERANTE
Nelle operazioni di rettifica con mole diamantate e CBN, ove possibile, è bene impiegare un liquido refrigerante: in questo modo si evitano i possibili fenomeni di intasamento della fascia abrasiva con degrado termico della mola.