
L'ELETTRODEPOSIZIONE È UN PROCESSO CON CUI I MATERIALI VENGONO RICOPERTI DI UN SOTTILE STRATO DI UN ALTRO METALLO PER VIA ELETTROLITICA (DA ENERGIA ELETTRICA A ENERGIA CHIMICA)
TAVOLA COMPARATIVA DELLE GRANULOMETRIE E CAMPI DI UTILIZZO
TAVOLA COMPARATIVA DELLE GRANULOMETRIE E CAMPI DI UTILIZZO
|
UTILIZZO |
DIAMANTE |
CBN |
MESH |
|
SUPER FINITURA |
D30 D46 |
- |
500/600 325/400 |
|
FINITURA |
D64 D76 D91 |
B64 |
230/270 200/230 170/200 |
|
MEDIA FINITURA |
D107 D126 |
B107 |
140/170 120/140 |
|
SGROSSATURA |
D151 D181 |
B151 B181 |
100/120 80/100 |
|
IMPIEGHI SPECIALI (VETRORESINA) |
D301 D426 D501 |
– |
50/60 40/45 35/40 |
|
IMPIEGHI SPECIALI (GHISA) |
D601 D851 D1181 |
– |
30/30 20/25 16/18 |
1) LIME E DISCHI
LITD produce lime elettrodeposte di varie tipologie e dischi da taglio.
DETTAGLI
Vengono qui illustrati i disegni tecnici, le caratteristiche e i prodotti presenti a magazzino.
È possibile richiedere lavorazioni e dimensioni speciali su richiesta.
LIME DIAMANTATE ELETTRODEPOSTE EC
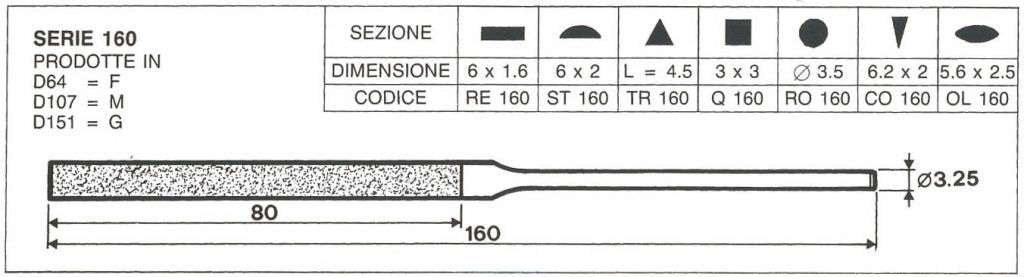
Serie 160
|
RE160 |
Rettangolare 6 x 1,6 |
|
ST160 |
Semitonda 6 x 2 |
|
TR160 |
Triangolare L= 4,5 |
|
Q160 |
Quadrata 3 x 3 |
|
RO160 |
Rotonda Ø 3,5 |
|
CO160 |
Coltello 6,2 x 2 |
|
OL160 |
Oliva 5,6 x 2,5 |
ARTICOLO IN PRONTA CONSEGNA
Disponibile a magazzino in grana D64 (fine), D107 (Media) e D151 (Grossa)
Grane e/o dimensioni speciali a richiesta (quantitativi minimi di produzione)
Tutte le lime terminano a punta, escluse quelle rettangolari
Il colore della guaina indica la grana: BLU = Fine | VERDE = Media | ROSSA = Grossa
In caso d’ordine completare il codice con F, M o G, a seconda della grana desiderata
SERIE
Questi prodotti vengono anche venduti in serie:
|
SERIE5160 |
5 PZ (RE, ST, TR, Q, RO) |
|
SERIE6160 |
6 PZ (RE, ST, TR, Q, RO, CO) |
|
SERIE7160 |
7 PZ (RE, ST, TR, Q, RO, CO, OL) |
In caso d’ordine completare il codice con F, M o G, a seconda della grana desiderata
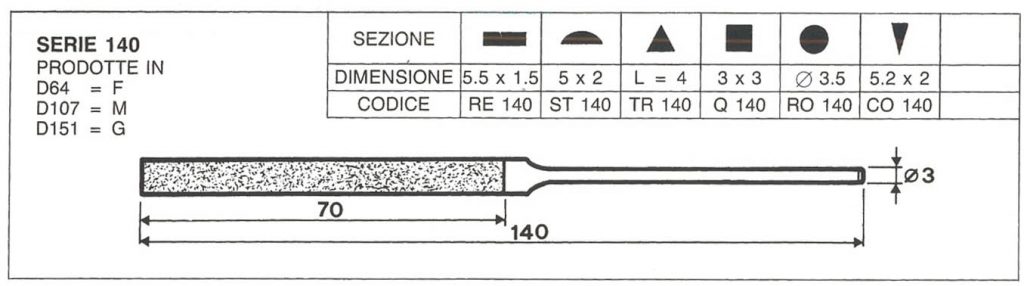
Serie 140
|
RE140 |
Rettangolare 5,5 x 1,5 |
|
ST140 |
Semitonda 5 x 2 |
|
TR140 |
Triangolare L= 4 |
|
Q140 |
Quadrata 3 x 3 |
|
RO140 |
Rotonda Ø 3,5 |
|
CO140 |
Coltello 5,2 x 2 |
ARTICOLO IN PRONTA CONSEGNA
Disponibile a magazzino in grana D64 (fine), D107 (Media) e D151 (Grossa)
Grane e/o dimensioni speciali a richiesta (quantitativi minimi di produzione)
Tutte le lime terminano a punta, escluse quelle rettangolari
Il colore della guaina indica la grana: BLU = Fine | VERDE = Media | ROSSA = Grossa
In caso d’ordine completare il codice con F, M o G, a seconda della grana desiderata
SERIE
Questi prodotti vengono anche venduti in serie:
|
SERIE5140 |
5 PZ (RE, ST, TR, Q, RO) |
|
SERIE6140 |
6 PZ (RE, ST, TR, Q, RO, CO) |
In caso d’ordine completare il codice con F, M o G, a seconda della grana desiderata
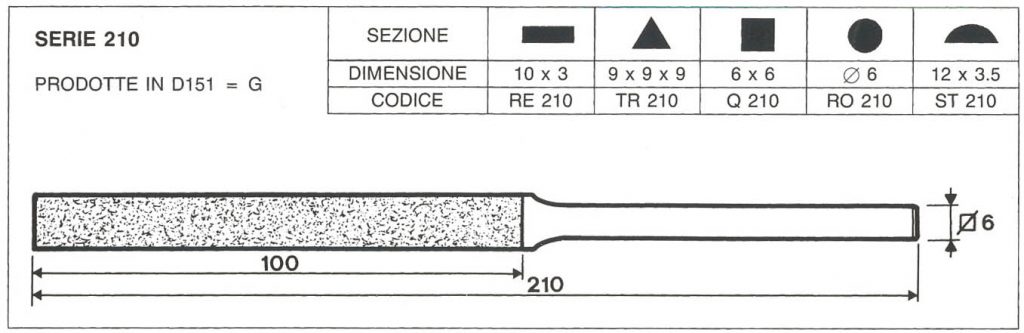
Serie 210
|
RE210 |
Rettangolare 10 x 3 |
|
TR210 |
Triangolare L=9 |
|
Q210 |
Quadrata 6 x 6 |
|
RO210 |
Rotonda Ø 6 |
|
ST210 |
Semi Tonda 12 x 3,5 |
ARTICOLO IN PRONTA CONSEGNA
Disponibile a magazzino in grana D151 (Grossa)
Grane e/o dimensioni speciali a richiesta (quantitativi minimi di produzione)
Tutte le lime terminano a punta, escluse quelle rettangolari
In caso d’ordine è sufficiente indicare il codice nella prima colonna
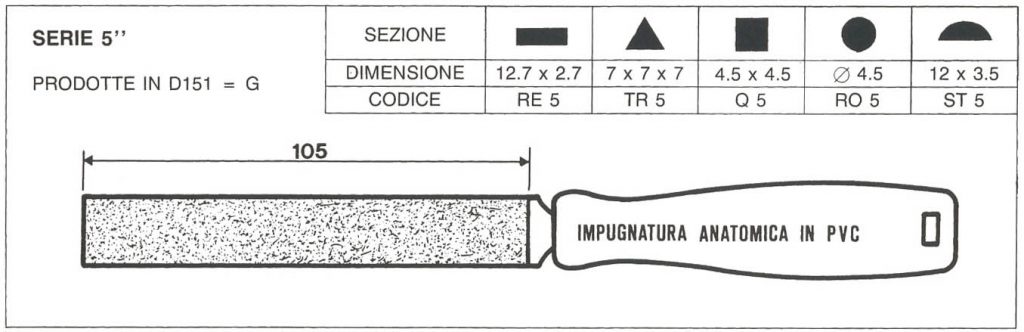
Serie 5”
|
RE5 |
Rettangolare 12,7 x 2,7 |
|
TR5 |
Triangolare L = 7 |
|
Q5 |
Quadrata 4,5 x 4,5 |
|
RO5 |
Rotonda Ø 4,5 |
|
ST5 |
Semi Tonda 12 x 3,5 |
ARTICOLO IN PRONTA CONSEGNA
Disponibile a magazzino in grana D151 (Grossa)
Grane e/o dimensioni speciali a richiesta (quantitativi minimi di produzione)
Tutte le lime terminano a punta, escluse quelle rettangolari
In caso d’ordine è sufficiente indicare il codice nella prima colonna
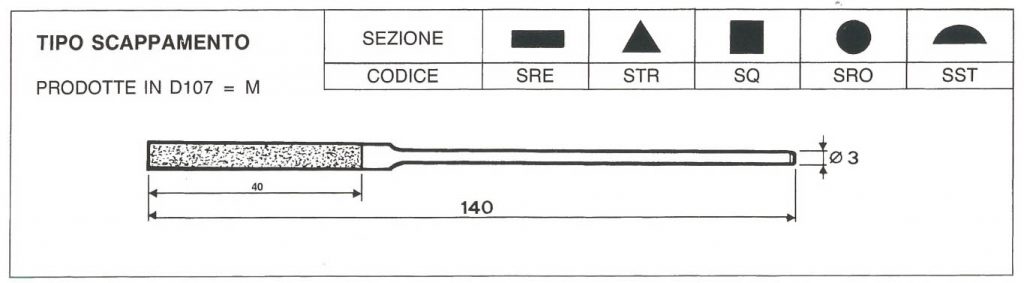
Serie Scappamento e Trafile
|
SRE |
Rettangolare 4 x 1 |
|
STR |
Triangolare L = 3,5 |
|
SQ |
Quadrata 2 x 2 |
|
SRO |
Rotonda Ø 1,5 |
|
SST |
Semi Tonda 1,5 x 4 |
ARTICOLO IN PRONTA CONSEGNA
Disponibile a magazzino in grana D107 (Media)
Grane e/o dimensioni speciali a richiesta (quantitativi minimi di produzione)
Tutte le lime terminano a punta, escluse le lime rettangolari. Il manico ha sezione rettangolare
Questi prodotti vengono anche venduti in serie da 5 pezzi con codice: SERIE5SCM
In caso d’ordine è sufficiente indicare il codice nella prima colonna
Lime per trafile

|
TRAF140M |
Rotonda Ø 3 |
ARTICOLO IN PRONTA CONSEGNA
Disponibile a magazzino in grana D107 (Media)
Grane e/o dimensioni speciali a richiesta (quantitativi minimi richiesti)
In caso d’ordine è sufficiente indicare il codice nella prima colonna
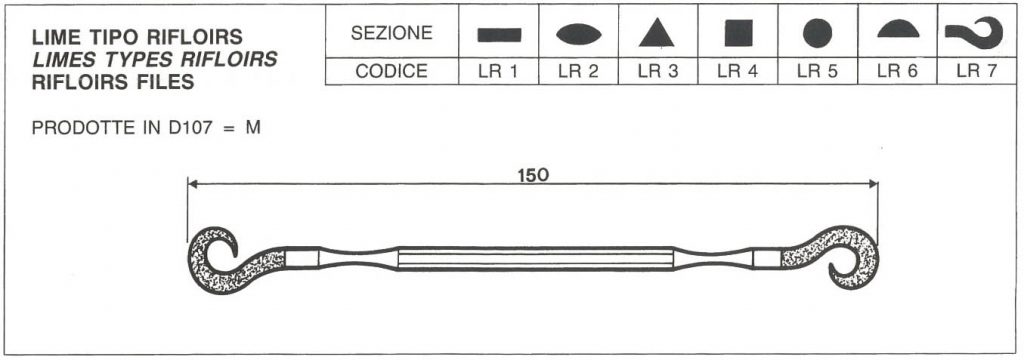
Serie Rifloirs
|
LR1M |
Forma 1 – Rettangolare |
|
LR2M |
Forma 2 – Oliva |
|
LR3M |
Forma 3 – Triangolare |
|
LR4M |
Forma 4 – Quadrata |
|
LR5M |
Forma 5 – Rotonda |
|
LR6M |
Forma 6 – Semi Tonda |
|
LR7M |
Forma 7 – Ricurva |
ARTICOLO IN PRONTA CONSEGNA
Disponibile in grana D107 (Media)
Grane e/o dimensioni speciali a richiesta (quantitativi minimi di produzione)
Questi prodotti vengono venduti in serie da 7 pezzi con codice SERIE7LRM
In caso d’ordine è sufficiente indicare il codice nella prima colonna
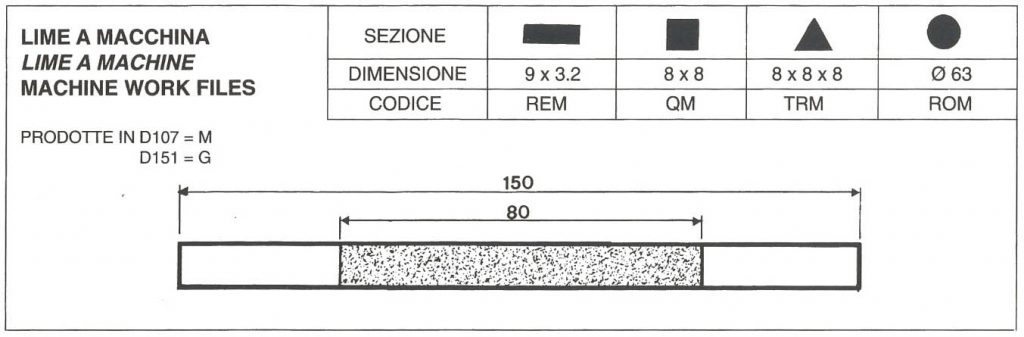
LIME A MACCHINA E FILI DIAMANTATI ELETTRODEPOSTI EC
Lime a Macchina
|
REM |
Rettangolare 9 x 3,2 |
|
QM |
Quadrata 8 x 8 |
|
TRM |
Triangolare L = 8 |
|
ROM |
Rotonda Ø 6,3 |
ARTICOLO IN PRONTA CONSEGNA
Disponibile in grana D107 (Media) e D151 (Grossa)
Grane e/o dimensioni speciali a richiesta (quantitativi minimi di produzione)
In caso d’ordine completare il codice con M o G, a seconda della grana desiderata
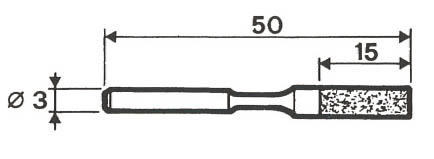
Filo diamantato
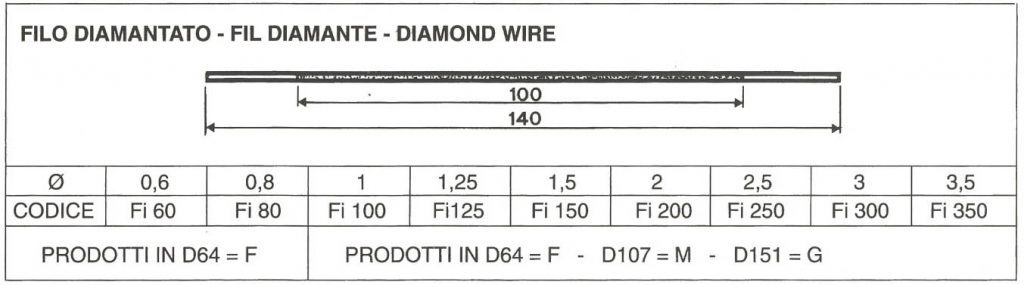
ARTICOLO IN PRONTA CONSEGNA
Disponibile in grana D64 (fine), D107 (Media) e D151 (Grossa)
Grane e/o dimensioni speciali a richiesta (quantitativi minimi di produzione)
In caso d’ordine completare il codice con F, M o G, a seconda della grana desiderata
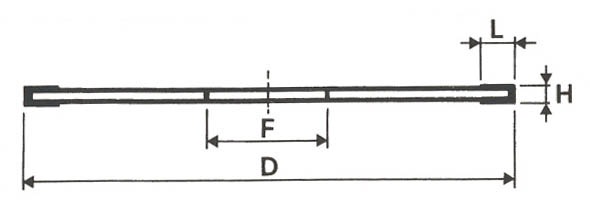
DISCHI ELETTRODEPOSTI EC TIPO 1A1R
TIPO 1A1R
DIAMANTE o CBN
|
CODICE |
Ø ESTERNO |
SPESSORE DISCO |
FORO STANDARD |
LARGHEZZA FASCIA |
|
1A1R050GD |
Ø 50 |
In funzione della grana |
F = 10 |
L = 2 |
|
1A1R075GD |
Ø 75 |
In funzione della grana |
F = 20 |
L = 2 |
|
1A1R100GD |
Ø 100 |
In funzione della grana |
F = 20 |
L = 3 |
|
1A1R125GD |
Ø 125 |
In funzione della grana |
F = 20 |
L = 3 |
|
1A1R150GD |
Ø 150 |
In funzione della grana |
F = 20 |
L = 3 |
|
1A1R175GD |
Ø 175 |
In funzione della grana |
F = 20 |
L = 3 |
|
1A1R200GD |
Ø 200 |
In funzione della grana |
F = 20 |
L = 3 |
I dischi possono essere forniti nelle grane:
D30, D46, D64, D76, D91, D107, D126, D181, D301, D426, D501, D601, D851, D1181
I dischi possono inoltre essere forniti nelle grane CBN: B64, B107, B151, B181
La quota H (disegno) è in funzione della grana impiegata. Lo spessore del corpo in acciaio varia da 0,8 a 1,5 mm in funzione del diametro del disco
In caso di fascia con scarichi è necessario allegare all’ordine un disegno quotato
Indicare inoltre il diametro del foro
Altre dimensioni speciali a richiesta
2) MOLE ELETTRODEPOSTE
Le mole elettrodeposte sono riconoscibili dal loro riporto di diamante visibile sulla parte superiore di esse: possono essere utilizzate sia a secco che ad umido, ma l’utilizzo di un refrigerante è tuttavia sempre consigliato.

DETTAGLI
Vengono qui illustrati i disegni tecnici, le caratteristiche e i prodotti presenti a magazzino.
È possibile richiedere lavorazioni e dimensioni speciali su richiesta.
MOLE ELETTRODEPOSTE EC TIPO 1A1 | TIPO RF | TIPO 12C9
Tipo 1A1
DIAMANTE o CBN
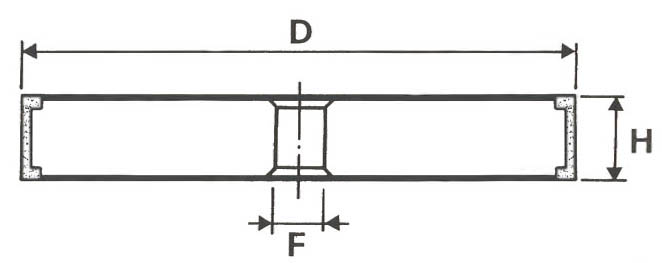
|
Ø 100 |
F = 20 |
H = 10 |
|
Ø 150 |
F = 20 |
H = 10 |
|
Ø 200 |
F = 20 |
H = 10 |
Dimensioni a richiesta del cliente
Tipo RF
DIAMANTE o CBN
|
RF018 |
Ø 18 |
F = 6 |
|
RF020 |
Ø 20 |
F = 6 |
|
RF025 |
Ø 25 |
F = 6 |
|
RF030 |
Ø 30 |
F = 6 |
|
RF040 |
Ø 40 |
F = 6 |
|
RF050 |
Ø 50 |
F = 6 |
ARTICOLO IN PRONTA CONSEGNA
Diamante: Disponibile in grana D107 (Media) e D151 (Grossa)
CBN (Borazon): Disponibile in grana B107 (Media) e B151 (Grossa)
Grane e/o dimensioni speciali a richiesta (quantitativi minimi di produzione)
Diametro standard del foro: Ø 6. Possibilità di produzione con foro a richiesta
In caso d’ordine di mole in DIAMANTE completare il codice con MD o GD
In caso d’ordine di mole in CBN completare il codice con BM o BG, a seconda della grana desiderata
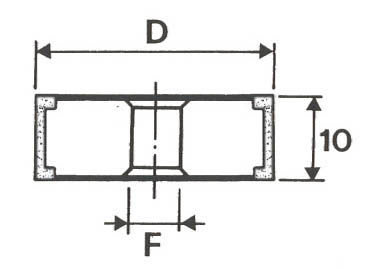
Tipo 12C9
DIAMANTE o CBN
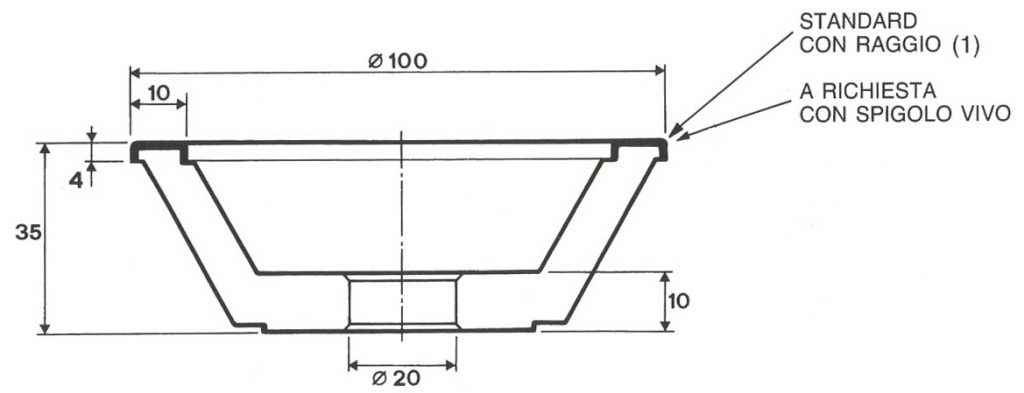
|
12C9100 |
DIAMANTE Ø 100 Fascia +10+4 con spigolo raggiato (R=1-0,5) |
|
12C9100 |
DIAMANTE Ø 100 Fascia +10+4 con spigolo vivo |
|
12C9100 |
CBN Ø 100 Fascia +10+4 con spigolo raggiato (R=1-0,5) |
ARTICOLO IN PRONTA CONSEGNA
Diamante: Disponibile in grana D64 (Fine), D107 (Media) e D151 (Grossa)
Diamante spigolo vivo: Disponibile in grana D107 (Media) e D151 (Grossa)
CBN (Borazon): Disponibile in grana B107 (Media) e B151 (Grossa)
Grane e/o dimensioni speciali a richiesta (quantitativi minimi di produzione)
Il corpo della mola è in acciaio
In caso d’ordine di mole in DIAMANTE completare il codice con FD, MD o GD
In caso d’ordine di mole in DIAMANTE a spigolo vivo completare il codice con MDSV o GDSV
In caso d’ordine di mole in CBN completare il codice con BM o BG
MOLE ELETTRODEPOSTE EC PER RETTIFICA INTERNA
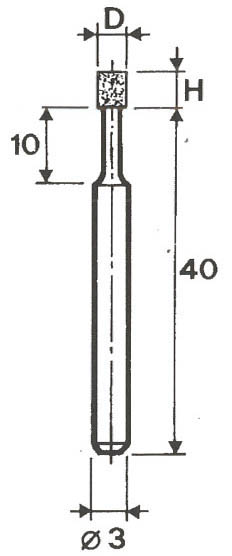
Tipo R 340 (stelo Ø 3)
DIAMANTE o CBN
|
R3005 |
Ø 0,50 |
H = 4 |
|
R3006 |
Ø 0,60 |
H = 4 |
|
R3007 |
Ø 0,70 |
H = 4 |
|
R3008 |
Ø 0,80 |
H = 4 |
|
R3009 |
Ø 0,90 |
H = 4 |
ARTICOLO IN PRONTA CONSEGNA
Diamante: Disponibile in grana D64 (Media)
|
R3100 |
Ø 1,00 |
H = 4 |
|
R3150 |
Ø 1,50 |
H = 4 |
|
R3200 |
Ø 2,00 |
H = 5 |
|
R3250 |
Ø 2,50 |
H = 6 |
|
R3300 |
Ø 3,00 |
H = 6 |
|
R3350 |
Ø 3,50 |
H = 6 |
|
R3400 |
Ø 4,00 |
H = 6 |
|
R3450 |
Ø 4,50 |
H = 6 |
|
R3500 |
Ø 5,00 |
H = 6 |
|
R3600 |
Ø 6,00 |
H = 7 |
ARTICOLO IN PRONTA CONSEGNA
Diamante: Disponibile in grana D107 (Media) e D151 (Grossa)
CBN (Borazon): Disponibile in grana B107 (Media) e B151 (Grossa)
Grane e/o dimensioni speciali a richiesta (quantitativi minimi di produzione)
In caso d’ordine di mole in DIAMANTE completare il codice con MD o GD
In caso d’ordine di mole in CBN completare il codice con BM o BG, a seconda della grana desiderata
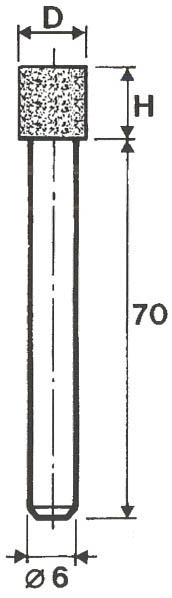
Tipo R 670 (stelo Ø 6)
DIAMANTE o CBN
|
R6060 |
Ø 6 |
H = 7 |
|
R6070 |
Ø 7 |
H = 8 |
|
R6080 |
Ø 8 |
H = 9 |
|
R6090 |
Ø 9 |
H = 10 |
|
R6100 |
Ø 10 |
H = 10 |
|
R6120 |
Ø 12 |
H = 10 |
|
R6140 |
Ø 14 |
H = 10 |
|
R6150 |
Ø 15 |
H = 10 |
|
R6160 |
Ø 16 |
H = 10 |
ARTICOLO IN PRONTA CONSEGNA
Diamante: Disponibile in grana D64 (Fine), D107 (Media) e D151 (Grossa)
CBN (Borazon): Disponibile in grana B107 (Media) e B151 (Grossa)
Grane e/o dimensioni speciali a richiesta (quantitativi minimi di produzione)
Le mole di diametro superiore a Ø10 hanno la parte frontale scaricata
In caso d’ordine di mole in DIAMANTE completare il codice con FD, MD o GD
In caso d’ordine di mole in CBN completare il codice con BM o BG, a seconda della grana desiderata
3) FORME VARIE MOLE ELETTRODEPOSTE
Le mole coniche, sferiche e di forme varie qui illustrate sono realizzate in formato standard in piccole dimensioni.
Sono disponibili anche le mole tipo VTR per vetroresina.
DETTAGLI
Vengono qui illustrati i disegni tecnici, le caratteristiche e i prodotti presenti a magazzino.
È possibile richiedere lavorazioni e dimensioni speciali su richiesta.
FORME CONICHE E SFERICHE GAMBO Ø 3
CONICHE
|
MC15° Mola Conica 15° totali |
Image

|
|
MC30° Mola Conica 30° totali |
Image
|
|
MC60° Mola Conica 60° totali |
Image

|
|
MC90° Mola Conica 90° totali |
Image
|
|
MC153 |
Conica 15° totali Ø 3 x 13 |
|
MC303 |
Conica 30° totali Ø 3 x 5,6 |
|
MC304 |
Conica 30° totali Ø 4 x 7,5 |
|
MC305 |
Conica 30° totali Ø 5 x 9,5 |
|
MC306 |
Conica 30° totali Ø 6 x 11,5 |
|
MC603 |
Conica 60° totali Ø 3 x 2,6 |
|
MC604 |
Conica 60° totali Ø 4 x 3,5 |
|
MC605 |
Conica 60° totali Ø 5 x 4,5 |
|
MC606 |
Conica 60° totali Ø 6 x 5,5 |
|
MC608 |
Conica 60° totali Ø 8 x 7 |
|
MC903 |
Conica 90° totali Ø 3 x 1,5 |
|
MC904 |
Conica 90° totali Ø 4 x 2 |
|
MC905 |
Conica 90° totali Ø 5 x 2,5 |
|
MC906 |
Conica 90° totali Ø 6 x 3 |
|
MC908 |
Conica 90° totali Ø 8 x 4 |
ARTICOLO IN PRONTA CONSEGNA
Disponibile in grana D107 (Media) e D151 (Grossa)
Grane e/o dimensioni speciali a richiesta (quantitativi minimi di produzione)
In caso d’ordine completare il codice con M o G, a seconda della grana desiderata
SFERICHE
|
MS Mola Sferica |
Image

|
|
MS1 |
Sferica Ø 1 |
|
MS1,5 |
Sferica Ø 1,5 |
|
MS2 |
Sferica Ø 2 |
|
MS3 |
Sferica Ø 3 |
|
MS4 |
Sferica Ø 4 |
|
MS5 |
Sferica Ø 5 |
|
MS6 |
Sferica Ø 6 |
|
MS7 |
Sferica Ø 7 |
|
MS8 |
Sferica Ø 8 |
|
MS9 |
Sferica Ø 9 |
|
MS10 |
Sferica Ø 10 |
|
MS12 |
Sferica Ø 12 |
ARTICOLO IN PRONTA CONSEGNA
Disponibile in grana D107 (Media) e D151 (Grossa)
Grane e/o dimensioni speciali a richiesta (quantitativi minimi di produzione)
In caso d’ordine completare il codice con M o G, a seconda della grana desiderata
Tipo MS, stelo Ø6×70

Grane e/o dimensioni speciali a richiesta (quantitativi minimi di produzione)
FORME VARIE GAMBO Ø 3 | FORME VARIE PER VETRORESINA
FORME VARIE GAMBO Ø 3
|
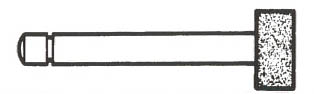
MD Mola a Disco |
Image

|
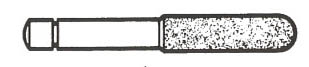
MTR Mola Testa Arrotondata |
Image
|
|
MOL Mola a Oliva |
Image

|
MP Mola a Pera |
Image

|
|
MF Mola a Fiamma |
Image

|
MPR Mola a Pera Rovesciata |
Image

|
|
MFR Mola a Fiamma Arrotondata |
Image

|
MTC Mola Tronco Conica |
Image

|
|
MR Mola cilindrica per Rettifica |
Image

|
MTCR Mola Tronco Conica Rovesciata |
Image

|
|
MD5 |
Disco 5 x 1 |
|
MD6 |
Disco 6 x 1,5 |
|
MD8 |
Disco 8 x 2 |
|
MD10 |
Disco 10 x 2,5 |
|
MOL8 |
Oliva 8 x 3 |
|
MF3 |
Fiamma 3 x 15 |
|
MFR5 |
Fiamma Arrotondata 5 x 12 |
|
MR6 |
Cilindrica 6 x 12 |
|
MTR2 |
Testa Arrotondata 2 x 4 |
|
MTR3 |
Testa Arrotondata 3 x 6 |
|
MTR4 |
Testa Arrotondata 4 x 8 |
|
MP6 |
Pera 6 x 12 |
|
MPR6 |
Pera Rovesciata 6 x 12 |
|
MTC2 |
Tronco Conica 2 x 6 |
|
MTC3 |
Tronco Conica 3 x 6 |
|
MTCR3 |
Tronco Conica Rovesciata 3 x 5 |
|
MTCR4 |
Tronco Conica Rovesciata 4 x 5 |
ARTICOLO IN PRONTA CONSEGNA
Disponibile in grana D107 (Media) e D151 (Grossa)
Grane e/o dimensioni speciali a richiesta (quantitativi minimi di produzione)
In caso d’ordine completare il codice con M o G, a seconda della grana desiderata
Lime diamantate per apparecchi Diprofil (stelo Ø 3)
|
DRE2 |
Rettangolare 2 x 1 |
|
DRE3 |
Rettangolare 3 x 1 |
|
DRE4 |
Rettangolare 4 x 1 |
|
DRE5 |
Rettangolare 5 x 2 |
|
DRO1 |
Rotonda Ø 1 |
|
DRO2 |
Rotonda Ø 2 |
|
DRO3 |
Rotonda Ø 3 |
|
DRO4 |
Rotonda Ø 4 |
|
DRO5 |
Rotonda Ø 5 |
|
DRO6 |
Rotonda Ø 6 |
ARTICOLO IN PRONTA CONSEGNA
Disponibile in grana D107 (Media) e D151 (Grossa)
Grane e/o dimensioni speciali a richiesta (quantitativi minimi di produzione)
In caso d’ordine completare il codice con M o G, a seconda della grana desiderata

Altre forme producibili a richiesta
FORME VARIE PER VETRORESINA
|
VTR1 |
Image

|
|
VTR2 |
Image

|
|
VTR3 |
Image
|
|
VTR4 |
Image

|
|
VTR5 |
Image

|
|
VTR6 |
Image

|
|
VTR7 |
Image

|
|
VTR8 |
Image

|
|
VTR9 |
Image

|
|
VTR10 |
Image
|
|
VTR1 |
Forma 1 – Cilindrica arrotondata |
Ø 4 |
H = 20 |
|
VTR2 |
Forma 2 – Cilindrica arrotondata |
Ø 6 |
H = 16 |
|
VTR3 |
Forma 3 – Cilindrica arrotondata |
Ø 7 |
H = 30 |
|
VTR4 |
Forma 4 – Cilindrica arrotondata |
Ø 9 |
H = 38 |
|
VTR5 |
Forma 5 – Conica 12° arrotondata |
Ø 6 |
H = 15 |
|
VTR6 |
Forma 6 – Conica 12° arrotondata |
Ø 7 |
H = 12 |
|
VTR7 |
Forma 7 – Conica 12° arrotondata |
Ø 9 |
H = 35 |
|
VTR8 |
Forma 8 – Cilindrica |
Ø 16 |
H = 25 |
|
VTR9 |
Forma 9 – Sferica |
Ø 12 |
– |
|
VTR10 |
Forma 10 – Cilindrica |
Ø 20 |
H = 8 |
ARTICOLO IN PRONTA CONSEGNA
Disponibile in grana D502
Grane e/o dimensioni speciali a richiesta (quantitativi minimi di produzione)
Mole a gambo per lavorazione materiali plastici, plastici rinforzati e vetroresine in grana D502
La lunghezza totale delle mole è 60 mm, il diametro dello stelo è Ø 6 mm
In caso d’ordine è sufficiente indicare il codice nella prima colonna